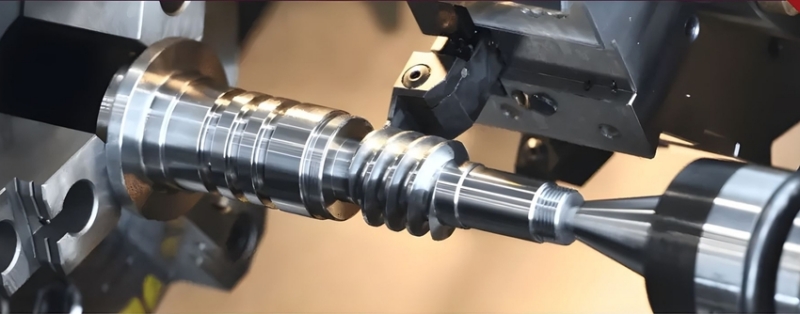
ग्रूव्हिंग ही तुलनेने जटिल प्रक्रिया आहे. ग्रूव्हिंगमध्ये चांगले काम करण्यासाठी, आपण प्रथम चरांचे प्रकार समजून घेतले पाहिजेत. सामान्य खोबणीच्या प्रकारांमध्ये बाह्य गोलाकार खोबणी, अंतर्गत छिद्र खोबणी आणि शेवटच्या बाजूच्या चरांचा समावेश होतो. प्रक्रिया करणे अवघड असले तरी, मशीनिंग सेंटर वाजवी पद्धतीने चालवून ग्रूव्हिंग प्रभावीपणे पूर्ण केले जाऊ शकते.
खोबणी म्हणजे काय?
खरं तर, सर्व टूल कटिंगमध्ये, टूल मटेरियल मेटल किंवा नॉन-मेटल असो, आणि वर्कपीस रोटेशन किंवा टूल रोटेशनची प्रक्रिया पद्धत विचारात न घेता, जोपर्यंत चर कापण्यासाठी खोबणी-प्रकारचे साधन वापरले जाते. workpiece, म्हणून मानले जाऊ शकतेgrooving प्रक्रिया.
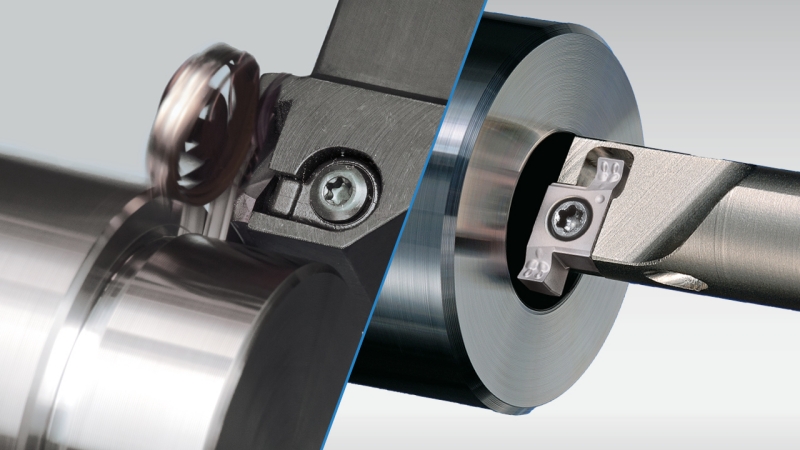
साठीअंतर्गत खोबणी, जेव्हा टूलची टीप मध्यवर्ती रेषेच्या थोडी वर असते तेव्हा सर्वोत्तम मशीनिंग प्रभाव प्राप्त होतो.चेहरा खोबणीहे अधिक विशेष आहे, टूल अक्षीय दिशेने फिरण्यास सक्षम असणे आवश्यक आहे आणि टूलची मागील त्रिज्या मशीन केलेल्या त्रिज्याशी जुळली पाहिजे.चेहरा खोबणीजेव्हा टूलची टीप मध्यवर्ती रेषेच्या थोडी वर असते तेव्हा सर्वोत्तम मशीनिंग प्रभाव प्राप्त करते.

कोणत्याही मध्येखोबणी प्रक्रिया, मशीनिंग सेंटरचे मॉडेल डिझाइन आणि तांत्रिक परिस्थिती हे देखील मूलभूत घटक आहेत ज्यांचा विचार करणे आवश्यक आहे. मशीनिंग सेंटरच्या मुख्य कार्यक्षमतेच्या आवश्यकतांमध्ये हे समाविष्ट आहे: पुरेशी मशीनिंग पॉवर असणे, साधन योग्य गती श्रेणीमध्ये चालते याची खात्री करण्यासाठी उच्च-गती स्पिंडल असणे आणि वेग कमी होणार नाही किंवा हलणार नाही; आवश्यक कटिंग प्रक्रिया पूर्ण करण्यासाठी पुरेशी कडकपणा असणे, आणि वर्कपीसच्या पृष्ठभागाच्या समाप्तीस नुकसान करण्यासाठी कंपन न करणे; चिप काढण्यात मदत करण्यासाठी शीतलकचा उच्च दाब आणि प्रवाह असणे. स्पिंडल सेंटर वॉटर डिस्चार्जची कार्यात्मक रचना या प्रक्रियेची आवश्यकता पूर्ण करू शकते.
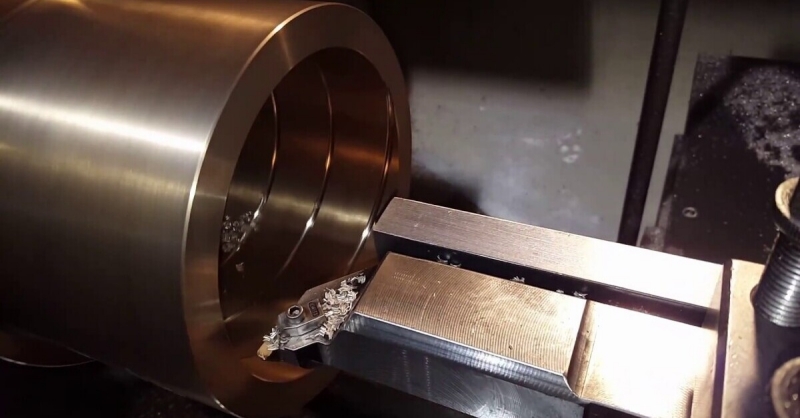
खरं तर, प्रोग्राम डिझाइन आणि प्रक्रियेच्या दृष्टीने ग्रूव्हिंग कठीण नाही. वर्कपीसचा अनियमित आकार आणि त्यानंतरचे सतत डीबगिंग हे गुंतागुंतीचे आहे. दखोबणी प्रक्रियासाधनांच्या वाजवी निवडीसाठी प्रक्रिया पद्धतींमधील फरक लागू करून कार्यक्षमतेने पूर्ण केले जाऊ शकते.